

فهرست مطالب
اساسا فومهای پلی یورتان به دو روش تجاری تولید میشود: اسپری و ریختن. روش اسپری به فومهای سخت محدود میشود، در حالی که روش ریختن برای انواع فومهای مختلف استفاده میشود.
تولید فوم پلی یورتان با روش ریختن در بدنه
روش ریختن در بدنه، قدیمی ترین، متنوعترین و محبوبترین تکنیک برای کاربرد فوم پلی یورتان سخت (ریجید) است. در قالب گیری به این روش، مخلوط مواد مورد استفاده در فوم، به صورت مستقیم وارد یک حفره میشوند که واکنش تشکیل فوم در آنجا صورت میگیرد. حفره، با تکمیل واکنش تشکیل فوم پر میشود. این تکنیک، در تمام محدوده چگالیها از ۰.۷ تا lb/ft3 ۷۰ قابل استفاده است. معمولاً قالب به عنوان بخش خارجی کالای آماده شده حفظ میشود. فرایندهای یک مرحلهای (one-shot) و شبه پیش پلیمر (quasi-prepolymer) یا نیمه پیش پلیمر (semi quasi-prepolymer) به صورت موفقیتآمیز مورد استفاده قرار گرفته اند.
مواد تشکیل دهنده، به صورت دستی یا به کمک میکسر برقی در یک مخزن تمیز (که میتواند یک بشر شیشهای کوچک تا یک سبد یا سطل بزرگ باشد) مخلوط میشوند. قطعهها میتوانند تا ۵۰ پوند یا بیشتر باشند. در حالت ایده آل، یک میکسر برقی در کل در مدت ۱۰ تا ۱۵ ثانیه کار مخلوطسازی را به صورت کامل انجام میدهد. برخی از فرمولاسیونهای کندتر با ویسکوزیته بالاتر ممکن است تا ۳۰ ثانیه زمان نیاز داشته باشند. اغلب، یک موتور دریل برقی با پرههای مختلفی که متصل به محور هستند، مورد استفاده قرار میگیرد. سیستم منقطع که در تغذیه در محل کار مورد استفاده قرار میگیرد، منجر به تولید محصولات انتهایی غیریکنواخت میشود اما تجهیزات موردنیاز پرهزینه نیستند.
مخلوط واکنشی بعد از این که مستقیم به حفره یا قالب وارد شد، به انتهای قالب میرود و آنگاه تا ۳۰ الی ۴۰ برابر حجم اصلیاش فوم میشود و همه ترکها و کنارهها را پر میکند و یک مغزی بدون درز قوی را تشکیل میدهد. حذف درزها، اتصالات و روکش (که منجر به شکست در دماهای پایین میشوند) یک مزیت دیگر است. تغذیه در محل کار، با قالب گیری تفاوت اساسی دارد زیرا در اینجا چسبندگی به قالب مطلوب است در حالیکه در قالب گیری، باید آزادسازی کامل صورت گیرد. همچنین، در طول فرایند انبساط، پوستهای در نزدیکی حفره پر شده ایجاد میشود که دیگر نیازی به سدهای بخار وجود ندارد.
خدمات پس از فروش
جهت استعلام قیمت و خرید پلی یورتان مایع برای تولید فوم پلی یورتان با شرکت ایمن پلیمر شیمی تماس حاصل نمایید.

روش ریختن در بدنه، برای پرسازی نواحی تعریف شده مانند پانلهای ساندویچی دیوار پرده، حفرههای دیوار، و حفرههای نامنظم ایدهآل است. حفره باید توانایی پشتیبانی فشارهای فوم تا ۳ – ۵ psi را داشته باشد. افزایش معمول تا حجم ۳۰ تا ۴۰ برابر گاهی با فرایند تشکیل فوم متوقف میشود اما به طور کامل حذف نمیشود. اگر چگالی کلی کم مطلوب باشد، دمای واکنشهای تولید فوم بسیار حیاتی است.
کاربردهای متعددی که فوم یورتان در آنها به صورت موفق مورد استفاده قرار گرفته است را میتوان بر اساس چگالی به سه نوع دستهبندی کرد که در زیر فهرست شده اند:
کم، تا ۱.۵
متوسط از ۱.۵ تا ۳.۰
زیاد، بالاتر از lb/ft3 ۳.۰
فوم سخت (ریجید) یک مرحلهای را میتوان به روش ریختن در بدنه تولید کرد. قالبها را میتوان در طول فرایند تشکیل فوم عمود یا موازی با دیوار قرار داد که در شکل زیر نشان داده شده است.
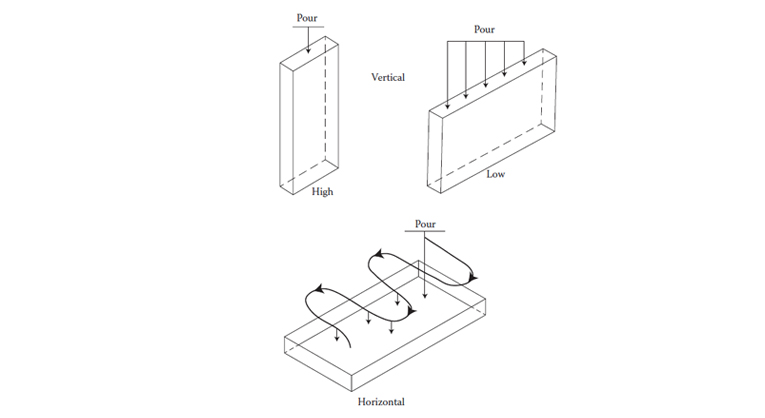
مقاومت فشاری بیشینه در پانل به موازات دیوارههای پانل در تزریق عمودی رخ میدهد. افزایش عمودی زیاد به آسانی قابل مدیریت است زیرا میتوان از طریق یک روزنه در بالای قالب آن را تزریق کرد. پانلهایی که ارتفاع تا ۸ فوت دارند به صورت موفقیتآمیز تنها با یک بار تغذیه، تشکیل فوم میدهند. خصوصیات فوم پانلهایی که به صورت عمودی پر میشوند، از بالا تا پایین یکنواخت است. افزایش عمودی کم را میتوان زمانی به کار گرفت که پانلها به صورت معمول قابل مدیریت نباشد. در این مورد، فوم را میتوان از طریق یک حفره در یک انتها تغذیه کرد البته اگر قالب کج شده باشد تا توزیع کافی صورت گیرد. وگرنه، باید در طول قالب انتقال داده شود.
در برخی موارد، دستیابی به بیشینه مقاومت عمود بر دیواره پانل مطلوب است. در این موارد، پانلها به صورت افقی تشکیل فوم میدهند. در پانلهایی که به صورت افقی تغذیه میشوند، یکی از پوستههای پانل در انتهای قالب قرار میگیرد. پوستههای قالب برای حفظ فوم به کار میروند به گونهای که فوم افزایش مییابد و به پوسته دیگری میرسد که در بخش بالایی قالب قرار گرفته است. در پانلهای عمودی، آهنرباهای الکتریکی و خلأ برای نگهداری بستر بالایی در بخش بالایی قالب مورد استفاده قرار میگیرند. مخلوط مواد مورد استفاده در فوم را میتوان به کمک یک سر میکسر با طرح از پیش تعیین شده در عرض قالب به جریان درآورد.
جنس مواد پوستهای که برای پانلهای ساختمانی عایقبندی شده مورداستفاده قرار میگیرند، شامل فولاد، آلومینیوم، ورقههای ملامینی، تخته چندلایه و کاغذ هستند. دماهای ۱۱۰ تا ۱۳۰ درجه فارنهایت، با قالبهای فلزی در قالب گیری پانل یورتان سخت (ریجید) یک مرحلهای مطلوب هستند که ضرایب K بهینه و چگالیهای پانل کوچک دارند. دماهای قالب کمتر منجر به چگالی پانل بالا میشوند که این امر به علت اتلاف دما در قالب است. به علاوه، پوسته ضخیمی در سطح فوم تشکیل میشود که منجر به افزایش ضریب K میشود. معمولاً در قالبهای ۱۱۰ تا ۱۳۰ درجه فارنهایت، پانلها در مدت تقریبی ۱۰ دقیقه از جیگ (jig) رها میشوند. پخت ثانویه در دمای ۱۵۰ تا ۱۷۵ درجه فارنهایت میتواند این زمان را به ۵ دقیقه کاهش دهد.
تولید فوم پلی یورتان با روش اسپری
تکنیکهای اسپری برای پرسازی قالبها و پانلها و برای اعمال فوم در سطوح مسطح به کار میروند. اسپری، معمولاً در کاربردهایی مفید است که مساحت زیادی دارند مانند دیوارههای ساختمانها یا مخازن. پوششهای اسپری فوم سخت (ریجید)، هم مقاومت فیزیکی و هم عایقبندی بهبودیافته دارند. اسپری، سادهترین و ارزانترین روش برای تولید فوم است. به علاوه، تجهیزات اسپری قیمت معقولی دارند و قابل حمل هستند و فوم را میتوان بدون قالب یا جیگ (jig) از هر نوع به کار برد.
در کاربردهای اسپری، مخلوطسازی اجزا با اتمیسازی مواد در هنگام ترک نازل تفنگ اسپری انجام میشود. ویسکوزیته رزینها باید در محدوده ۵۰۰ -۱۵۰۰ cps حفظ شود تا از مخلوطسازی کامل اجزا اطمینان حاصل شود. در صورت لزوم، گرما را میتوان به پلیمر اعمال کرد تا ویسکوزیته تا سطح دلخواه کاهش یابد.
تفنگهای اسپری تجاری اگر در فاصله ۳ فوت از سطح هدف قرار گیرند، یک دایره فوم ۱۲ اینچی ایجاد میکنند. پیکربندیهای اسپری مختلف و انتقالات بیشتر را میتوان با تفنگهای خاص انجام داد.

تکنیک اسپری را میتوان از طریق محدودسازی طرح اسپری در هنگام ترک تفنگ، برای پرسازی قالبها به کار گرفت. این کار با اتصال یک مخروط به سر تفنگ انجام میشود. این مخروط میتواند به طول ۸ اینچ تا ۲ فوت باشد و با قطر کوچکتر در انتهای خروجی متصل شود. این دستگاه، اتلاف کاتالیست در هوا را کمینه میکند و تخلیه فوم را به سطح کوچکتری محدود میکند. در این روش، مقادیر زیاد فوم را میتوان انتقال داد. این تکنیک در قالبهای بزرگ یا قالبهایی که روند پرسازی آنها پیچیده است، قابل کاربرد است. نسبتاً ارزان و کاملاً منعطف است. چسبندگی فوم افشانده شده به اغلب سطوح عالی است.
روش اسپری معمولاً با تجهیزات اندازهگیری قابل حمل انجام میشود که باید آنقدر سبک باشند که بتوانند روی یک کامیون یا تریلر کوچک حمل شوند. اغلب این واحدها، پمپهای محرکه هوا با فعالیت دوگانه دارند که میتوان آنها را به آسانی کالیبره کرده و با مخازن انتقال ۵ تا ۵۵ گالونی مورد استفاده قرار داد.
دو نوع اصلی تفنگ وجود دارد که در عملیاتهای اسپری مورد استفاده قرار میگیرند: تفنگهای مخلوط داخلی و مخلوط خارجی. تفنگهای مخلوط داخلی، از چند روش مخلوطسازی مختلف بهره میگیرند. تفنگهای مخلوطسازی خارجی، هوای پرفشار را برای خروج مولفهها از تفنگ مورد استفاده قرار میدهند. سپس از طریق یک عمل چرخشی، هوا، اجزای بین تفنگ و سطحی که تحت اسپری قرار میگیرد را مخلوط ساخته و اتمی میکند.
مزایا و معایب تفنگ مخلوط داخلی
- مخلوطسازی بهتر کلی، به ویژه در موادی با ویسکوزیته بالا.
- بیش افشاندن کمتر
- اتمیسازی بهتر هوا که به اپراتور امکان کار با فاصله نزدیکتر را میدهد.
- معمولاً خصوصیات فوم بهتر به علت مخلوطسازی بهتر
یکی از معایب بزرگ اغلب تفنگهای مخلوط داخلی، تمایل آنها به مسدودسازی است. این امر نیاز به مراقبت خاصی دارد حتی در تفنگهایی که پاک کننده حلال دارند تا در شرایط کاری باقی بمانند.
مزایا و معایب تفنگ مخلوطسازی خارجی
در تفنگهای مخلوطسازی خارجی، احتمال مسدودسازی حداقل است و به آسانی تمیز میشوند. معایب آنها عبارتند از:
- معمولاً مخلوطسازی ضعیف تر، عیبی که در مواد با ویسکوزیته کم به حداقل میرسد.
- حجم زیاد هوای اتمی ساز که امکان نزدیک شدن به سطح اسپری شونده را مشکل میکند.
برای جلوگیری از شکم دادگی فومهای یورتان اسپری شده، فرمولاسیونهایی با سرعت واکنش بالا مورد نیاز هستند. با افزودن کاتالیست میتوان به سرعتهای بیشتر رسید. لایههای اضافی را میتوان بلافاصله تزریق کرد. سرعت اسپری نرمال در حدود 4-8lb/min است. اختراعی که بیشترین تاثیر را در بهبهود فرایند افشاندن داشته است، سیستم کاتالیستی یک مرحلهای با ویسکوزیته کم و نسبت ۱:۱ است. این سیستم، منجر به تولید تفنگ بدون هوا شده است. پیشتر، اتمیسازی از طریق وارد کردن هوای فشار بالا به محفظه مخلوطسازی مرسوم صورت میگرفته است. این سرهای اسپری به سرهای متکی به هوا معروف هستند.
زمان افزایش حجم اسپری فوم یورتان بدون هوا، حدود ۳۰ ثانیه است. میتوان برای ضخامت بیشتر بعد از این دوره، مجدداً فومسازی را انجام داد. این کار بعد از ۳ تا ۴ دقیقه انجام میشود و خصوصیات کامل آن در ۲۴ ساعت حاصل میشود. تفنگ اسپری هوا، در حدود ۳۰ اینچی سطح نگه داشته میشود و به آرامی روی آن حرکت میکند.
معمولاً سرعت پخش 4-6lb/min برای اغلب کاربردهای اسپری، بهینه در نظر گرفته میشود. سطحی که فوم روی آن اسپری میشود، باید بدون چربی با قطعات جداشونده باشند. چسبندگی فوم یورتان به فولاد، برابر با مقاومت کششی فوم است مشروط بر اینکه سطح تمیز باشد. از سوی دیگر، سطوح آلومینیومی پیوند خوبی ایجاد نمیکنند مگر اینکه یک پوشش اولیه مانند وینیل واش قبل از تشکیل فوم مورد استفاده قرار گیرد.
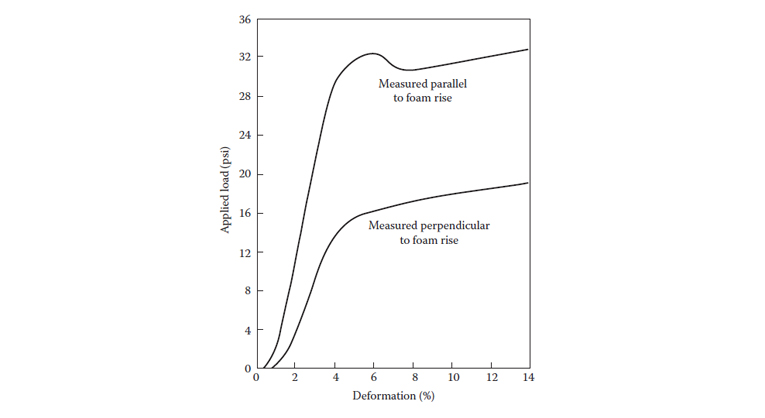
شکل زیر، یک منحنی تنش – کرنش را برای اسپری عایق فوم پلی یورتان را نشان میدهد که در جهت افزایش حجم فوم یا خلاف جهت آن اندازه گیری شده است. تنوع، درجه ناهمسانگردی را میتوان به شکل سلول فوم ارتباط داد. از آنجا که اسپری فوم باید برای افزایش حجم سریع از کاتالیزور بهره گیرد تا مانع آویزان شدن سطوح بالایی یا عمودی شود، زمان تشکیل ژل یا نقطهای که ویسکوزیته شکل میگیرد و دیگر تحرکی وجود ندارد، باید آنقدر کوتاه باشد که ماتریس سلولی به جای اینکه به شکل کره درآید، به شکل یک بیضیوار ترموست باشد. در نتیجه، زمانی که بار به شکل موازی بر محور طولی اعمال شود، میتوان افزایش مقاومت طولی را مشاهده کرد در حالی که زمانی که بار عمود بر محور طول اعمال شود، میتوان کاهش مقاومت را دید. در اغلب موارد، درجه بالای ناهمسانگردی در اسپری فوم یک مزیت مهم است زیرا مقاومت فشاری در جهت عمود بر سطح فوم و موازی با اعمال بار افزایش مییابد.
بر خلاف تکنیکهای موفقی که برای اسپری فومهای سخت (ریجید) و نیمه سخت (ریجید) مورد استفاده قرار گرفته اند، روشهای اسپری فومهای یورتان منعطف بسیار نوپا هستند و در حال حاضر، کمتر به صورت تجاری مورد استفاده قرار گرفتهاند. تا به امروز، تنها سیستمهای پلی استر کاربرد تجاری پیدا کرده اند. کاربرد آنها مربوط به لایه زیرین فرش و آستر پارچه است. در مرحله دوم انبساط، به جای فلوئوروکربن ۱۱ در اسپری فوم یورتان منعطف، آب مورد استفاده قرار میگیرد.
شرکت ایمن پلیمر شیمی، تولید کننده پلی یورتان در ایران
شرکت ایمن پلیمر شیمی به عنوان یکی از تولیدکنندگان برجسته پلی یورتان مایع در ایران، با سالها تجربه و دانش فنی در زمینه تولید انواع مواد پلی یورتان، محصولاتی با کیفیت بالا و مطابق با استانداردهای جهانی عرضه میکند. این شرکت با استفاده از تکنولوژیهای پیشرفته و تیم کارشناسی مجرب، پلی یورتان مایع مناسب برای تولید اسپری فوم عایق پلی یورتان را به مشتریان خود ارائه میدهد. ویژگیهای برتر محصولات ایمن پلیمر شیمی شامل دوام بالا، عایقبندی عالی، و مقاومت در برابر شرایط مختلف محیطی است که آنها را به گزینهای ایدهآل برای کاربردهای صنعتی و ساختمانی تبدیل کرده است. برای خرید پلی یورتان مایع با کیفیت و مشاوره تخصصی، میتوانید با کارشناسان این شرکت تماس بگیرید.







